
◆ 本文介紹了BWS-BBR伺服系統在鋼板裁剪設備中的應用,并對設備加工要求和技術進行分析,并介紹了該設備在加工過程中的伺服控制。
設備加工要求
要求在把一段鋼板送到切刀口進行定長定位的裁切。傳送鋼板裝置是由一個伺服驅動器和一個伺服電機驅動。有的鋼板上也可能裝有標識(追標功能)。在標識附近設定檢測區域,設定為“窗口”區域。
在運行過程中,當鋼板上的一個標識進入“窗口(檢測區域)”,光電傳感器把這個檢測到的標識傳送給伺服控制器,控制器根據編碼器反饋回來的信息及光電傳感器檢測到的標識,發送一個命令給伺服電機,電機再以設定好的距離補償進行響應,把鋼板送到指定位置后停止傳送,然后由切刀向下運轉,把鋼板切斷。在這個過程中,送料裝置由伺服驅動器控制,加減速曲線可以自動柔和,四段加減速即正加減速、負加減速可分別設定。需要切不同長度的時候可以通過人機界面設定長度。
技術分析
這個設備主要有幾點的配合是關鍵:
◆ 使用BWS伺服控制器自有自動點對點控制模式的功能和特點,在每裁剪一段長度后,按伺服當前停止的位置作為初始原點再進行下一段距離長度的裁剪,這樣的優點就是,即使前一段切料有不精確的情況也不會累積、不會影響下一段切料長度的精確性;
◆ 標識的出現必須在“窗口”范圍內才是有效的,如果未出現在窗口范圍內,則按人機界面上設定的“硬性”長度進行裁剪。若標識出現在“窗口”區域,則按照設定的長度再配合加減補償距離進行更精確裁剪。
◆ BWS伺服控制器特有的長度轉換功能。通過傳度轉換功能可以直接輸入要裁剪鋼板的長度。這樣,整個系統操作更簡單,使用更方便。
◆ 送料裝置的控制直接由人機界面與伺服驅動器通訊完成工作,由人機界面直接對伺服驅動器操作以及給定參數,替代PLC與伺服驅動器控制。而且可以節省一臺PLC,節約成本。
設備的電氣部分配置
伺服驅動器
采用BWS全數字伺服控制器和伺服電機,該控制器有11個可編程輸入點,一個硬件復位點和7個輸出點。該控制器的通訊接口具有MODBUS協議,可以直接與人機界面通訊。伺服驅動器在設備中主要起到驅動伺服電機帶動送料裝置送料,執行定長定位的送料,追“標” 作用。
自動點對點控制模式下工作:
1、自動點對點功能方塊圖:
 |
2、激光識別點(MARK)識別:
當使用自動定長定位(Auto Point To Point)控制模式時,若有加裝Mark Sensor 以辨認印刷點時,可以使用本功能。
設定長度有關參數:
◆ DL0(L.501/500) 為正常的送料長度。
◆ DL2(L.505/504) 為Mark(印刷點)出現后的長度。
設定Mark 有關參數
◆ Mark 可能出現的區域稱為窗口(窗口)。
◆ DL3(L.507/506)用來設定窗口最小值。
◆ DL4(L.509/508)用來設定窗口最大值。
◆ Mark 信號必須由DI2(180) 輸入(只能使用DI2)。
◆ 當送料長度介于DL4 與DL3 之間時,Mark 信號才會被承認為有效
◆ 在執行APTP 自動定長定位功能中,若有效Mark 出現,則由該點起算,再送料DL2 的長度即自動停止。
如果有效Mark 未出現,則送料至DL0 的長度即自動停止。
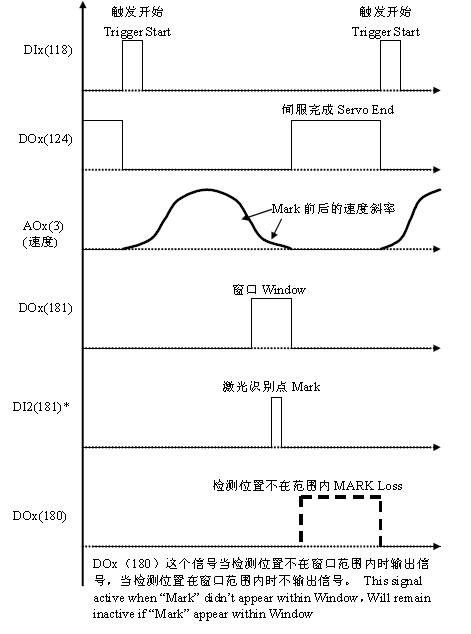
Mark Loss 輸出功能
◆ DOx(180) = Mark Loss
◆ 每次APTP 開始時,DOx(180) 恢復成OFF。
◆ 若Mark 正常出現于窗口的范圍內,則DOx(180) 維持OFF。
◆ 若Mark 并未出現于窗口的范圍內,則DOx(180) 立刻ON。
運行曲線:
 |
3、S型曲線示:
H.344/394/444/494=1,復位后即可選擇S型加減速曲線。
S型加減速曲線的運轉曲線如下:
 |
4、長度轉換功能
◆ 定義L.577/576=um/revolution, 為馬達每轉的送料長度
◆ 設定H.334/384/434/484=6,轉換6 組長度數據
◆ DL16(um in F.533/532)_DL0(cks in L.501/500)
◆ DL18(um in F.537/536)_DL2(cks in L.505/504)
◆ DL19(um in F.539/538)_DL3(cks in L.507/506)
◆ DL20(um in F.541/540)_DL4(cks in L.509/508)
人機界面
采用WEINVIEW的人機界面MT506MV隨時可以在觸摸屏上根據需要設定不同的裁剪長度以及裁剪速度的快慢。其操作界面如下圖所示:
 |
參數設置界面
 |
操作界面
 |
監控界面
設備在加工過程中的運動控制過程
首先,啟動送料裝置,由伺服驅動器控制速度和送料長度。在傳送過程中,鋼板上可能貼有標簽或者標識,用來識別位置,用于提高裁剪精度。BEC伺服有激光識別點(MARK)識別功能,即通常說的“追標”功能。可以在標識附近設定檢測區域,設定為“窗口”區域,通過光電傳感器檢測這個“窗口”,把這個采集到的信號送給伺服驅動器實現長度定位,然后停止送料。再由切刀裁剪鋼板,來實現裁剪的精確控制。
最后,切刀回到原位,送料裝置把裁剪好的鋼板送到指定的位置后繼續循環動作。
特點和優勢
◆ 精確度提高
通過“追標”功能和自動點對點控制模式提高系統精度。
◆ 成本降低
通過伺服驅動器與人機界面通訊功能,自身處理程序,節省PLC,降低成本。
◆ 長度轉換功能
通過長度轉換功能可以直接輸入要裁剪的長度,整個系統操作、使用因此功能而更加方便、簡單。
020-32388946 QQ:575876341 www.chinabwae.com