
1、基于伺服反饋特性的高強鋼點焊質量檢測與控制
由于高強鋼點焊熔核界面斷裂問題的存在,傳統采用4√t或5√t(t為板厚)的焊點質量評價方法很難適用。而利用伺服焊槍位置反饋特性實現焊點壓痕的在線提取,通過建立壓痕與熔核尺寸、焊點強度的定量關系模型,可實現焊點質量的在線檢測,一定程度上避免熔核界面斷裂給點焊質量檢測帶來的問題。
以0.8mm DP600為例,首先建立焊點壓痕提取方法,建立其點焊焊接工藝窗口,并進行焊點質量在線檢測。結果表明:這種方法的評價精度可以滿足實際要求。
點焊的焊接時間(電流通電)只有約10個周波(0.2s),要在此很短時間內通過改變電極力來控制焊點質量,對氣動焊槍的技術特性來說,無法滿足響應要求。為此,對由于電極磨損、變形等因素造成的焊點質量下降,只能通過改變電流的方式來達到對焊點質量控制。
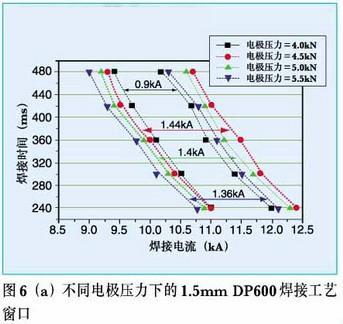
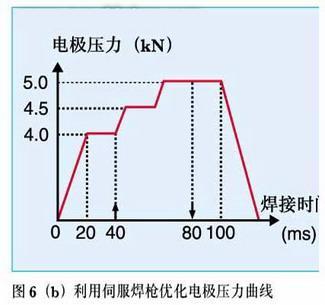
伺服焊槍應用于點焊工業后,由于其可通過調整伺服電機的電流來改變電機扭矩,進而改變電極壓力,響應時間僅為0.06s(3個周波)。因此,點焊過程中可通過改變伺服電機轉距實現可控電極力來控制焊點質量,同時增大高強鋼的焊接工藝窗口。首先建立不同電極壓力下的焊接工藝窗口,借助伺服焊槍的電極力可控特性,實時改變焊接過程電極壓力,提高高強鋼點焊過程的魯棒性(如圖6)。

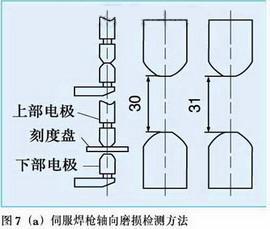
點焊電極端面磨損量和軸向磨損量均能反映點焊過程的電極磨損程度。在氣動焊槍點焊的電極磨損試驗中,軸向磨損很難實現在線測量。在所建立的伺服焊槍點焊試驗系統中,伺服焊槍編碼器可對電極軸向位移變化信息進行準確反饋與檢測。
軸向磨損檢測示意圖如圖7(a),運行伺服焊槍的電極初始化與磨損檢測程序,通過分析編碼器所反饋的不同焊接階段電極位移變化信息,即可檢測電極軸向磨損。經校驗,伺服焊槍軸向位移測量精度為10um,完全滿足在線檢測要求。

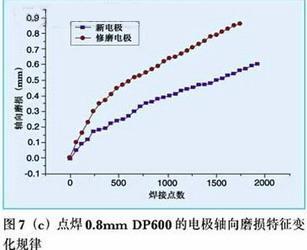
具體軸向磨損檢測結果可在控制面板實時反饋,結果如圖7(b)。利用伺服焊槍在線檢測軸向磨損方法,按照試驗確定的點焊0.8mmDP600的焊接工藝規范進行電極磨損試驗,新電極與修磨后電極的軸向磨損特徵變化如圖7(c)。
可見,電極初期階段的磨損速率明顯高于后期磨損,新電極初期階段磨損速率(600點之前)為0.45um/點,后期磨損速率為0.22um/點;修磨電極初期磨損速率(600點之前)為0.82um/點,后期磨損速率為0.35um/點。相比較于同一磨損時刻的軸向磨損速率,修磨電極要比新電極高很多。
可知,利用伺服焊槍電極位置反饋特性,可進行電極軸向磨損程度檢測,判別電極磨損程度和修磨質量,為電極修磨和電極更換提供理論依據。